bonsaii
New member
Howdy!
Like the nerd I am, i bought the FCC titanium frame parts on ebay the other day. The seller announced them here.
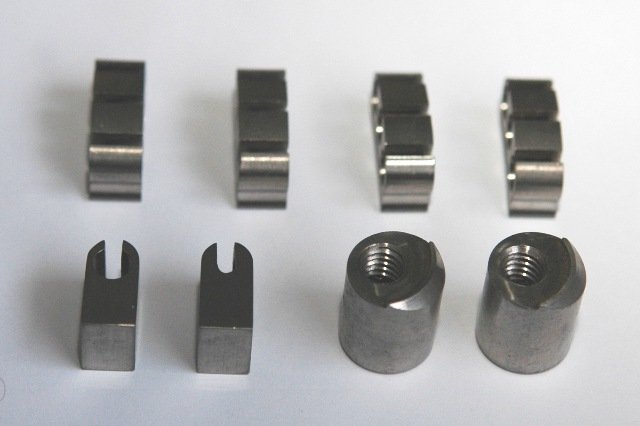
In the package came:
- Bottom bracket with serial number (094T3XS)
- Bottom bracket wreck (machined to wrong OD and to little thread)
- Dropouts. Left side 2 off, right side 2 off (plus not machined material for an other set)
- Dome/end caps for chain stays 4 off
- Tripple cabe stops 4 off
- Single cable stops, small 18 off
- Single cable stops, large 6 off
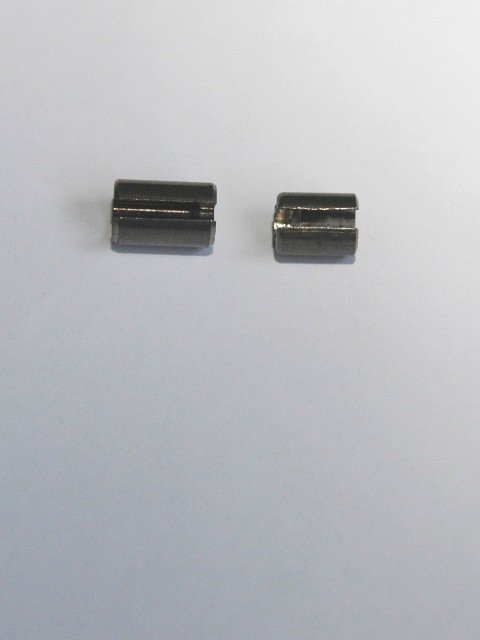
- Rear cantilever cable stop (new type) 2 off
- Studs for rear canilevers 2 off
- Unknown studs, mabye for fork..??
- Unknown support, Square plate w. inside threaded stud.(Chain suck plate support??)
First I bought them for my collection, but now I'm seriously concidering to send the parts back to the US to get them welded.This parts must be attached to some tubes in a specific geometry...!
My wet dream is to have one from the Sommerville days to perform the work and complete the frame.
-bns
Like the nerd I am, i bought the FCC titanium frame parts on ebay the other day. The seller announced them here.
In the package came:
- Bottom bracket with serial number (094T3XS)
- Bottom bracket wreck (machined to wrong OD and to little thread)
- Dropouts. Left side 2 off, right side 2 off (plus not machined material for an other set)
- Dome/end caps for chain stays 4 off
- Tripple cabe stops 4 off
- Single cable stops, small 18 off
- Single cable stops, large 6 off
- Rear cantilever cable stop (new type) 2 off
- Studs for rear canilevers 2 off
- Unknown studs, mabye for fork..??
- Unknown support, Square plate w. inside threaded stud.(Chain suck plate support??)
First I bought them for my collection, but now I'm seriously concidering to send the parts back to the US to get them welded.This parts must be attached to some tubes in a specific geometry...!
My wet dream is to have one from the Sommerville days to perform the work and complete the frame.
-bns
Attachments






Last edited:

